环氧塑封料 ( Epoxy Molding Compound , EMC )中的气泡往往会带来各种缺陷,从而降低产品合格率。针对 3 种不同类型的脱气剂进行研究,解释脱气剂脱气机理,确定 3 种脱气剂的脱气效果及其对环氧塑封料性能的影响。最终结果表明改性聚硅氧烷型脱气剂更适用于 EMC 体系,加入后能有效减少样条内部气泡,提高材料的耐冲击性能,有效改善 MSL-3 后的分层情况,从而提高产品的可靠性。
1 引言
气泡在生产生活中无处不在,有的时候需要利用它们的特性,如泡沫灭火器、泡沫保温隔音材料、泡沫洗护用品等。但在环氧塑封料(Epoxy Molding Compound,EMC)中,气泡的存在往往会导致各种缺陷的产生。模压时型腔内的气体和物料本身的水分以及反应所释放的挥发气体成分是 EMC 中气泡的主要来源。气泡使得塑封料变得更易吸湿,从而降低塑封件的电绝缘性。另外气泡作为应力集中点,会严重降低产品的力学强度。当气泡出现在芯片与塑封料的接触面时又会产生分层问题。封件表面的气泡不仅影响外观而且对芯片的密封性也可能产生严重影响。由于 EMC 在封装过程中熔体黏度高以及表面张力较低的原因,使得部分气泡能够在体系中短时间内稳定存在,固化后气泡残留在产品中,最终造成缺陷。为了避免气泡存在造成的缺陷,往往需要加入脱气剂。采用脱气剂消除流体中气泡的方法首先由德国物理学家 QUINCKE 提出。1954 年,美国 Wagndott 公司最早将聚醚类脱气剂实现工业化。脱气剂按作用可分为抑泡型脱气剂和破泡型脱气剂;按主要成分可分为有机硅、聚合物和矿物油类脱气剂。脱气剂在石油工业、纺织工业、造纸工业以及食品发酵工业中均有成熟的应用,但针对 EMC 行业,脱气剂的应用仍处于发展阶段,相关的文献资料也很少。本文将不同种类的脱气剂加入到 EMC 体系中,研究其脱气效果以及脱气剂对其他性能的影响,从而确定了合适的脱气剂及用量。
2 脱气剂的脱气机理
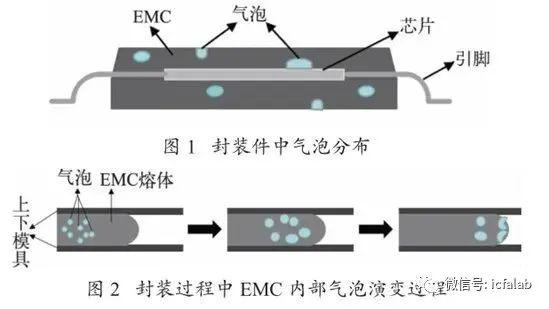
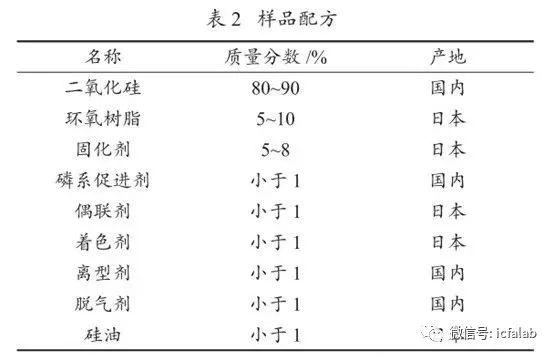
图 1 为封装件中气泡的分布。气泡在液体及熔体相中作为非均相,无法长期稳定存在。气泡的消失一般分为 3 个步骤:气泡的重新组合、气泡液膜壁变薄和气泡的最终破裂。其中气泡液膜的强度对于气泡的稳定起着决定性作用。在自然情况下,气泡在黏性熔体中的破裂是一个漫长的过程。因此,需要加入脱气剂作用于气泡液膜壁,从而达到使气泡快速破裂的目的。首先脱气剂的加入能够降低气泡液膜的黏度,从而加快气泡在 EMC 熔体中的流动;其次脱气剂粒子会取代气泡液膜表面的活性物质,降低气泡液膜自身的弹性,从而使移动速度较慢的小气泡逐渐重组形成能快速移动的大气泡,最后在 EMC 熔体前端破裂,气体从模具排气孔排出,封装过程中 EMC 内部气泡演变的过程如图 2 所示。
3 脱气剂的选择
一款好的脱气剂需要具备脱气能力强、用量少、无污染、不影响 EMC 其他性能等特性。为了保证脱气剂的持续抑泡能力,需要其难溶或不溶于发泡体系。本文根据 EMC 体系的特点,选择无溶剂型脱气剂,初步筛选了 3 款不同类型的脱气剂进行研究。3款脱气剂的组成及部分性能如表 1 所示。

4 实验样品及设备
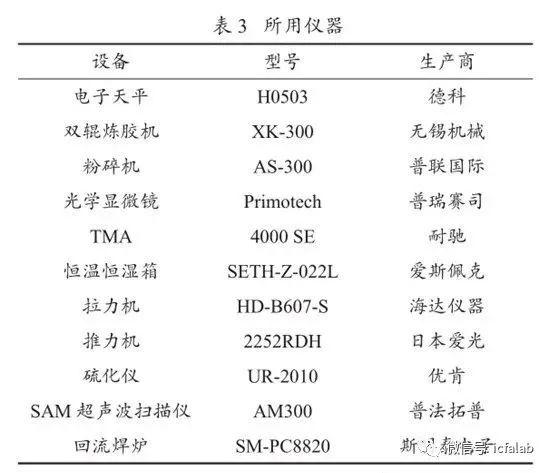
实验所使用的样品配方如表 2 所示(配方总质量为 1 kg),所采用的设备如表 3 所示。首先将各原料按一定比例进行配制,并在双辊炼胶机上进行炼胶,控制相同的炼胶时间、炼胶温度以及辊筒转速。再将炼好的黑胶进行冷却粉碎,即制得EMC 样品粉末。
5 结果与讨论
5.1 脱气剂对 EMC 模流性的影响
通过改变脱气剂的种类及用量制得 10 种 EMC粉料样品。取一定量的 EMC 粉料样品,在液压机上进行半模模流测试(一种用于观察 EMC 熔体在型腔内流动情况的测试方式,在该测试中压机施加的压力很小,熔体到达半模模具后处于自由流动状态)。半模模流测试结果如图 3 所示。图 3 中,O 表示不添加脱气剂的原配方,A、B、C 分别表示加入脱气剂 A、脱气剂 B和脱气剂 C 的配方,后缀 1、2、3 分别表示加入量为0.002 kg、0.004 kg 和 0.006 kg。由图 3 可知,随着脱气剂加入量的增大,半模面积明显减小。造成这一现象的原因有 2 个:其一是气泡及时从黑胶中排除,使得黑胶密度上升,从而导致体积减小;另一个原因是气泡在黑胶熔体移动方向前端大量破裂,产生了一个反向力,从而阻碍了黑胶熔体的流动,气泡破裂得越多阻碍作用越明显,从而使得黑胶在从熔体变成交联固体的这段时间内,移动的距离变短,故半模面积降低。

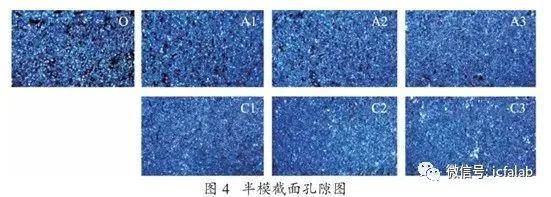
将半模沿熔体流动方向截断,观察截面情况。通过肉眼观察发现,加入脱气剂 B 的配方其黑胶内部气孔无明显改善。将原配方的半模截面与加入脱气剂 A和脱气剂 C 配方的半模截面在光学显微镜下进行对比,结果如图 4 所示。从图中可以看出,随着脱气剂加入量的增大,孔隙率明显降低,材料变得更为致密。相比而言脱气剂 C 比脱气剂 A 有更好的脱气能力。
5.2 脱气剂对 EMC 性能的影响
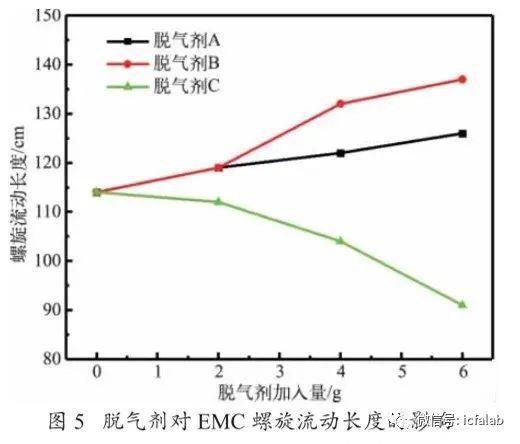
为了确认 3 种不同类型脱气剂对 EMC 性能的影响,对制得的样品进行分析测试。其中脱气剂的加入对 EMC 螺旋流动长度的影响如图 5 所示。从图中可以看出,脱气剂 A 对螺旋流动长度几乎无影响,而脱气剂 B 和脱气剂 C 分别使螺旋流动长度升高和降低。通过观察表 4 中 10 种 EMC 材料的胶化时间可以发现,脱气剂的加入对环氧树脂的固化反应无促进及抑制效果,故可推断脱气剂对流动长度的影响与其自身物理性质相关。
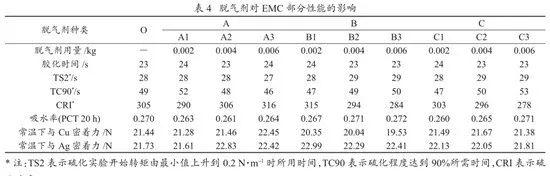
从表 4 中可以发现,脱气剂的加入对 EMC 的反应特性以及对 Cu 和 Ag 的密着力几乎无影响(脱气剂B 除外,其影响 EMC 对 Cu 的密着力),对于吸湿性甚至还有所改善。该测试结果表明,脱气剂 A 相比于脱气剂 C 能更好地运用于 EMC 体系。
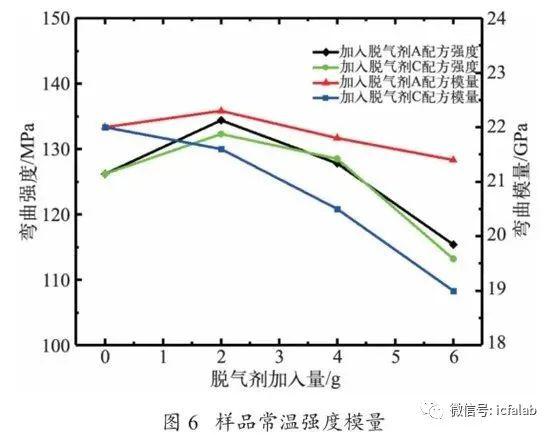
在强度接近的情况下,EMC 弯曲模量过高会造成材料脆性过大,TCT 测试中就容易出现开裂的情况,故 EMC 体系中往往需要加入硅油作为柔性分子,从而降低产品的内应力以及弯曲模量。但硅油分子量较低,易迁移至 EMC 表面及 EMC 与芯片的接触面上,引起制品外观及分层等问题。由于脱气剂 A 和脱气剂C 均含有聚硅氧烷,故通过脱气剂取代硅油,研究脱气剂对弯曲强度模量和分层情况的影响。通过将原配方中的硅油去除,再加入一定量脱气剂 A 和脱气剂 C,制得新样品 A4、A5、A6 和 C4、C5、C6(后缀 4、5、6 分
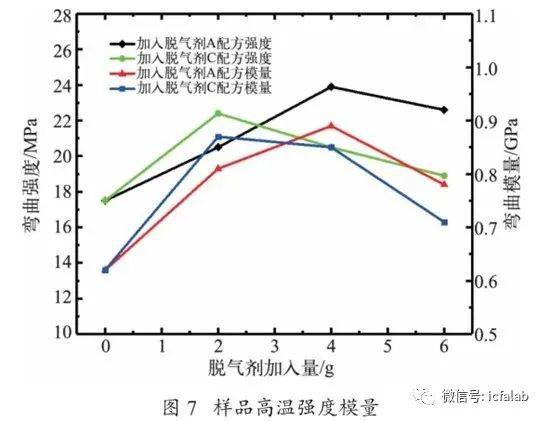
别代表不添加硅油且脱气剂加入量为 0.002kg、0.004kg和 0.006 kg 的配方)。通过液压机制得标准样条,并在拉力机下测试常温和高温(175 ℃)的弯曲强度和弯曲模量,测试结果如图 6 和图 7 所示。从图 6 中可以看到,随着脱气剂的加入,弯曲强度先增大后减小。这是因为当脱气剂少量加入时,能够有效降低样条内的气孔,从而减少缺陷,提升强度,但当脱气剂用量过多时,由于脱气剂自身较软的特性使得样条强度降低。弯曲模量随着脱气剂的加入,基本呈降低趋势。两款脱气剂的加入均能提升高温强度和模量,但当加入量过多时,提升效果不明显。通过对比分析确认,当使用脱气剂 C 且加入量为 0.4%(质量分数)时样品的力学性能改善效果最佳,此时配方的强度略有提升,常温模量降低。
将 EMC 样品进行模拟封装进而研究脱气剂对分层情况的影响。封装好的样条进行湿度敏感等级试验(本文采用的条件为 60 ℃、60%湿度的恒温恒湿箱中放置 40 h,即 MSL-3),然后放于 270 ℃回流焊炉上进行 3 次回流焊处理。经过回流焊处理后的样条采用SAM 超声波扫描仪进行分层情况测试。扫描结果如图8 所示,红色区域即为分层区域。从图 8 中可以看出,原配方存在少数几颗的分层情况。脱气剂 A 的加入使分层加剧,且随着加入量的增大,分层情况愈加恶化。脱气剂 C 能有效改善分层,少量的脱气剂 C 就有很好的效果。

6 结论
气泡问题一直是困扰 EMC 行业发展的重要问题,要想改善或者彻底消除气泡,优质脱气剂的使用是不可缺少的。本文通过对 3 款不同类型的脱气剂进行综合评估,结果表明脱气剂 C 即改性聚硅氧烷型脱气剂更适用于 EMC 体系。当脱气剂 C 的加入量为0.4%时,虽会使流动长度降低 8%,但能有效减少样条内部气孔,增大材料的致密性,在保持强度基本不变的情况下,降低常温模量,从而提高材料的耐冲击性能。除此之外,脱气剂 C 还能有效改善 MSL-3 试验后的分层情况,从而提高产品的可靠性。
来源:半导体封装工程师之家
文:长兴电子材料有限公司 潘旭麒 李进 袁 健

分享二维码到朋友圈免费为您发文章一篇
欢迎各公众号,媒体转载
投稿/推广/合作/入群/赞助/转发 请加微信13488683602