дёҖгҖҒ зӣ®зҡ„пјҡе»әз«Ӣеҹәжң¬зҡ„ wire bonding ж ҮеҮҶпјҢеҲ¶е®ҡз”ҹдә§иҝҮзЁӢдёӯдә§е“ҒеҗҲж јпјҸдёҚеҗҲж јзҡ„еҲӨж–ӯж ҮеҮҶгҖӮ
дәҢгҖҒ иҢғеӣҙпјҡжң¬ж ҮеҮҶеҸӘйҖӮз”ЁдәҺйҮ‘зәҝзҗғз„Ҡе·ҘиүәгҖӮ
дёүгҖҒ еҹәжң¬з„ҠжҺҘжқЎд»¶пјҡзғӯеҺӢи¶…еЈ°жіўз„ҠжҺҘз”ЁдәҺйҮ‘зәҝй”®еҗҲпјҢжүҖйңҖзҡ„жё©еәҰгҖҒеҺӢеҠӣгҖҒи¶…еЈ°жіўеҠҹзҺҮеҸҠж—¶й—ҙи§ҶдёҚеҗҢжңәеһӢгҖҒдёҚеҗҢжқҗж–ҷжңүеҫҲеӨ§дёҚеҗҢпјҢе…·дҪ“ж №жҚ®жңәеһӢгҖҒжқҗж–ҷзү№жҖ§з§‘еӯҰи®ҫе®ҡгҖӮ
еӣӣгҖҒ е“ҒиҙЁеҲӨж–ӯж ҮеҮҶпјҡ
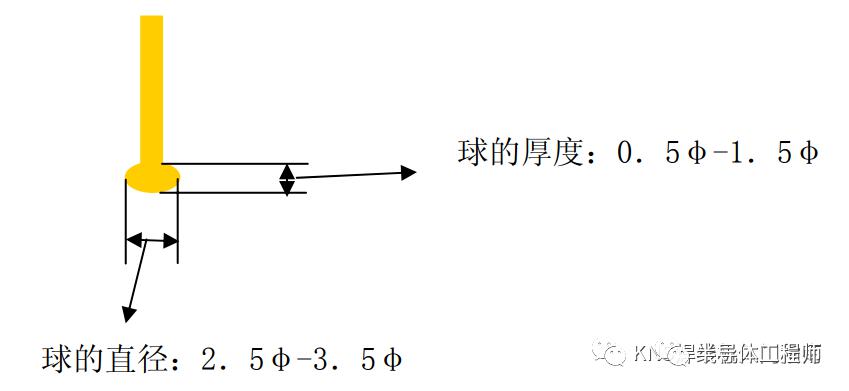
1пјү зҗғеҪўж ҮеҮҶпјҢеҰӮдёӢеӣҫжүҖзӨәпјҡ
в‘ зҗғзҡ„зӣҙеҫ„пјҡд»Ҙ2.5ПҶ-3.5ПҶдёәж ҮеҮҶ пјҢдҪҺдәҺ2.5ПҶдёәзҗғе°ҸпјҢеӨ§дәҺ3.5ПҶдёәзҗғеӨ§гҖӮ
в‘Ў зҗғзҡ„еҺҡеәҰпјҡд»Ҙ0.5ПҶ-1.5ПҶдёәж ҮеҮҶпјҢдҪҺдәҺ0.5ПҶдёәзҗғжүҒпјҢеӨ§дәҺ1.5ПҶдёәзҗғеҺҡгҖӮ
в‘ў зҗғз•ёеҪўпјҡз„ҠзәҝеҒҸзҰ»з„Ҡзҗғдёӯеҝғи¶…иҝҮ1/2ПҶдёәзҗғз•ёеҪўгҖӮ
жіЁпјҡд»ҘдёҠПҶдёәйҮ‘зәҝзӣҙеҫ„пјҢд»ҘдёӢзұ»еҗҢгҖӮ
2пјү зәҝеҪўж ҮеҮҶпјҡ
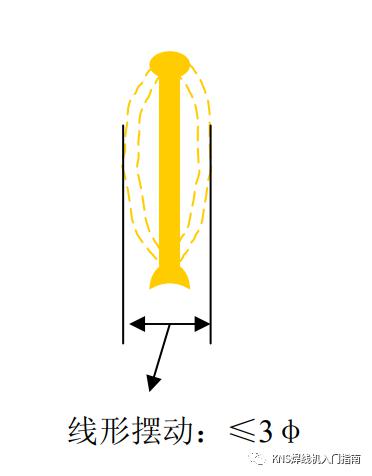
в‘ зәҝеҪўдёҚиүҜпјҡзәҝж‘ҶеҠЁд»ҘвүӨ3ПҶгҖҒS еҪўвүӨ2ПҶдёәж ҮеҮҶпјҢи¶…иҝҮжӯӨж ҮеҮҶдёәзәҝеҪўдёҚиүҜгҖӮзәҝеҪўж‘ҶеҠЁеҰӮдёӢеӣҫжүҖзӨә
в‘Ў зәҝеҸ—жҚҹпјҡд»ҘвүӨ1/4ПҶдёәж ҮеҮҶпјҢи¶…иҝҮ1/4ПҶдёәзәҝеҸ—жҚҹдёҚеҸҜжҺҘеҸ—гҖӮ
в‘ў еј§еҪўж ҮеҮҶпјҡжҷ¶зІ’иҫ№и·қйҮ‘зәҝеһӮзӣҙи·қзҰ»иҮіе°‘1.5ПҶпјҢе°‘дәҺ1.5ПҶдёәзәҝдҪҺпјӣжҷ¶зІ’йқўи·қзәҝеҪўжңҖй«ҳдёҚи¶…иҝҮ 200umпјҢеҰӮдёӢеӣҫжүҖзӨәгҖӮ

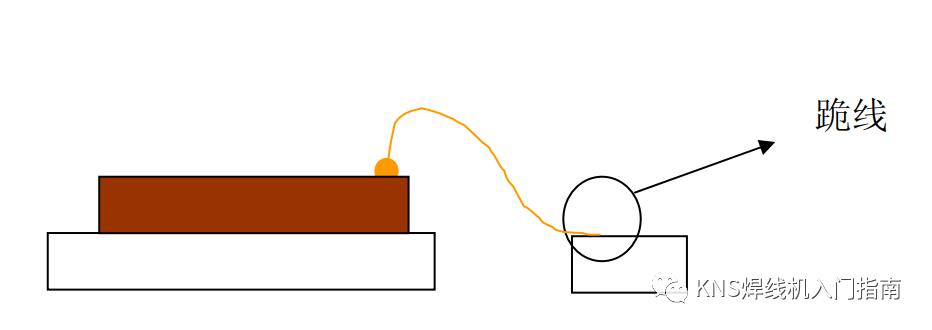
в‘Ј и·ӘзәҝпјҡеҰӮдёӢеӣҫжүҖзӨәпјҢеңҶеңҲеӨ„жүҖжҢҮзҡ„йҮ‘зәҝиҙҙеңЁз„ҠжҺҘиЎЁйқўдёҠдёәи·ӘзәҝпјҢдёҚеҸҜжҺҘеҸ—гҖӮж ҮеҮҶзәҝеҪўдёәеңҶеңҲеӨ„жүҖжҢҮзҡ„йҮ‘зәҝдёҺз„ҠжҺҘиЎЁйқўеә”жңүдёҖе®ҡи§’еәҰгҖӮ
3пјү з„ҠеҸЈж ҮеҮҶпјҡ
в‘ з„ҠеҸЈпјҡй•ҝдёә0.8ПҶвҖ”1.5ПҶпјҢе®Ҫдёә1.5ПҶвҖ”2.5ПҶпјҢдё”з“·е’ҖеҚ°еҝ…йЎ»е®Ңж•ҙпјҢи¶…еҮәжӯӨи§„ж јиҢғеӣҙдёәдёҚеҸҜжҺҘеҸ—пјҢеҰӮдёӢеӣҫжүҖзӨәпјҡ
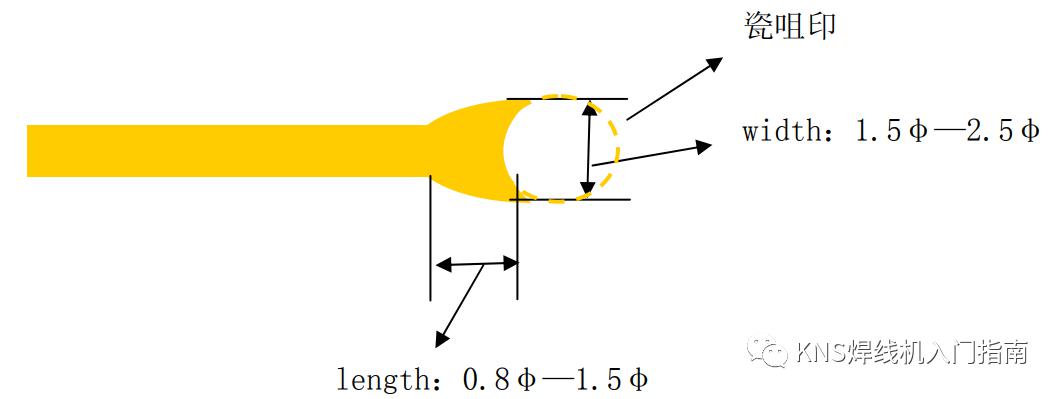
в‘Ў зәҝе°ҫпјҡзәҝе°ҫй•ҝеәҰеҝ…йЎ»вүӨ1ПҶпјҢеӨ§дәҺ1ПҶж—¶дёәзәҝе°ҫй•ҝпјҢдёҚеҸҜжҺҘеҸ—гҖӮи·Әзәҝ lengthпјҡ0.8ПҶвҖ”1.5ПҶ widthпјҡ1.5ПҶвҖ”2.5ПҶ з“·е’ҖеҚ°
в‘ў иҷҡз„ҠгҖҒи„ұз„Ҡпјҡз„ҠзҗғдёҺDieйқўжҺҘи§ҰпјҢз„ҠеҸЈдёҺFrame иЎЁйқўжҺҘи§ҰпјҢжӢүеҠӣжөӢиҜ•дёә0ж—¶дёәиҷҡз„Ҡпјӣз„ҠзҗғжҲ–з„ҠеҸЈдёӯжңүдёҖдёӘдёҚдёҺз„ҠжҺҘиЎЁйқўжҺҘи§Ұж—¶дёәи„ұз„ҠгҖӮеҰӮдёӢеӣҫжүҖзӨә

4) дҪҚзҪ®ж ҮеҮҶпјҡ
в‘ иө°дҪҚпјҡзҗғиө°дҪҚпјҡз„ҠзҗғйЎ»еңЁIC padдҪҚзҪ®еҶ…жҲ–жҒ°еҘҪеҺӢеңЁ Pad иҫ№дёҠпјҢи¶…еҮәpadдҪҚзҪ®дёәзҗғиө°дҪҚгҖӮз„ҠеҸЈиө°дҪҚпјҡз„ҠзӮ№йЎ»еңЁPCBйҮ‘жүӢжҢҮеҶ…пјҢз„ҠеҸЈзҰ»йҮ‘жүӢжҢҮиҫ№иҮіе°‘ 1ПҶгҖӮи¶…еҮәйҮ‘жүӢжҢҮ дёәз„ҠеҸЈиө°дҪҚгҖӮ
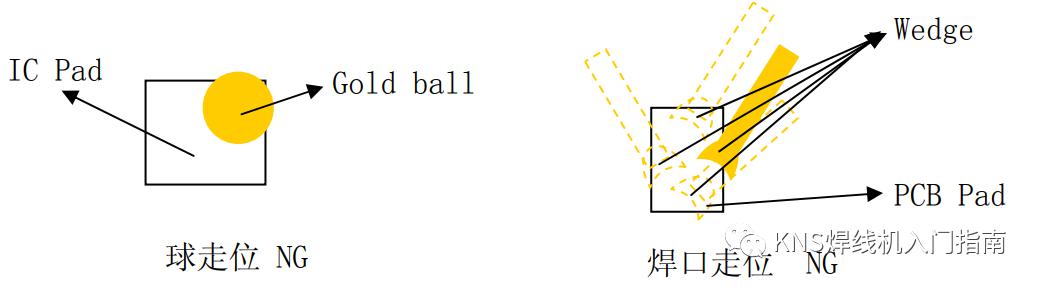
в‘Ў жјҸзәҝпјҡеә”з„Ҡзәҝзҡ„дҪҚзҪ®жІЎжңүз„ҠзәҝгҖӮ
в‘ў з„Ҡй”ҷдҪҚпјҡйҮ‘зәҝжІЎжңүз„ҠеңЁжҢҮе®ҡ Pad дёҠиҖҢжҳҜз„ҠеңЁеҲ«зҡ„ Pad дёҠгҖӮ
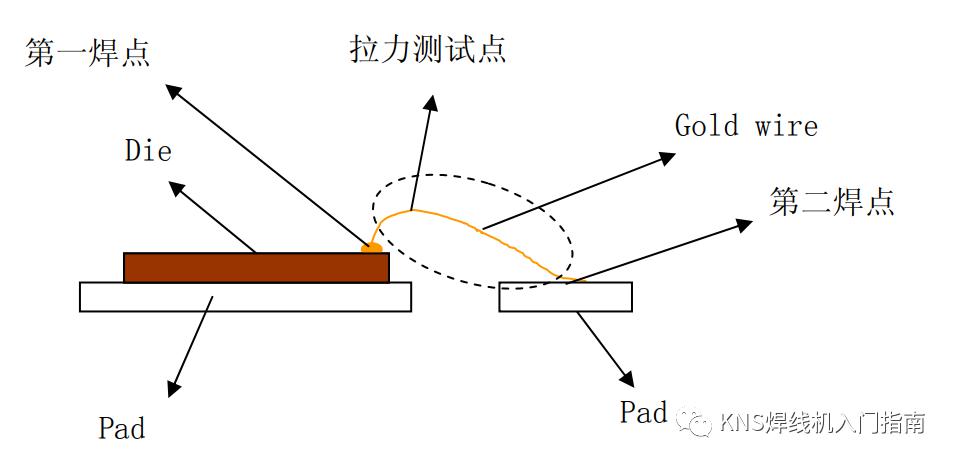
5пјү жӢүеҠӣеҸҠжҺЁзҗғж ҮеҮҶпјҡ
в‘ жӢүеҠӣжөӢиҜ•ж–№жі•пјҡжӢүеҠӣжөӢиҜ•ж—¶д»Ҙйқ иҝ‘з„ҠзҗғйҮ‘зәҝеј§еҪўжңҖй«ҳеӨ„дёәеҹәеҮҶпјҢеҰӮдёӢеӣҫжүҖзӨәпјҡ
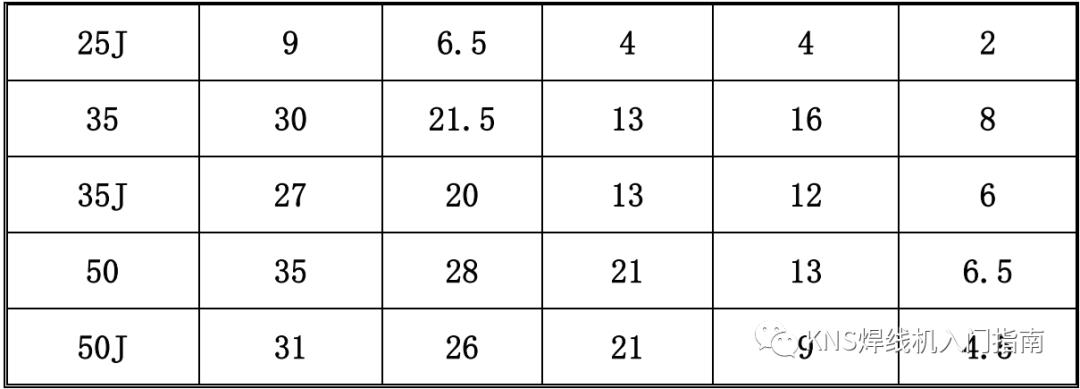
йҮ‘зәҝжӢүеҠӣз®ЎеҲ¶пјҢеҰӮдёӢиЎЁпјҡ
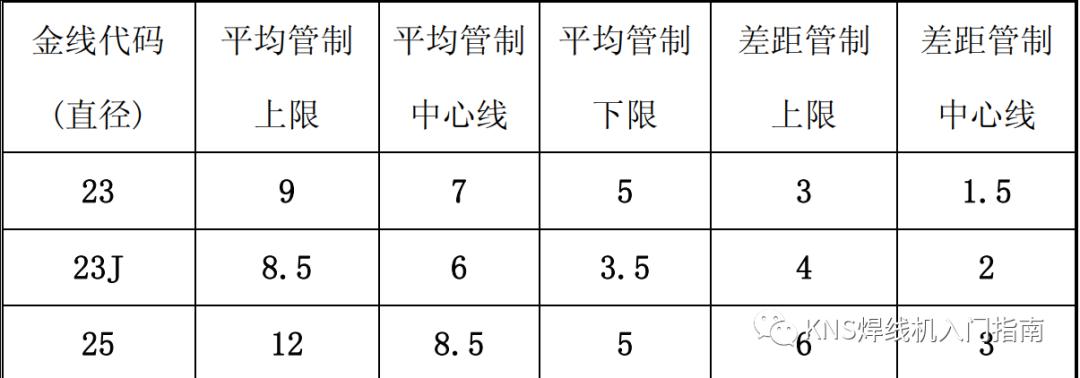
еӨҮжіЁпјҡ23гҖҒ23J дёәеҗҢдёҖзӣҙеҫ„зҡ„йҮ‘зәҝпјҢеҜ№ SOT-54гҖҒSOT-23 дә§е“Ғ Wire bonding ж—¶жңүдёӨдёӘеј•зәҝж–№еҗ‘пјҢж–№еҗ‘дёҚеҗҢйҮ‘зәҝзҡ„з®ЎеҲ¶жӢүеҠӣдёҚеҗҢпјҢз”ЁJжқҘеҢәеҲҶпјҢе…¶дҪҷзұ»еҗҢгҖӮ
в‘ў жҺЁзҗғдёҚиүҜпјҡжҺЁзҗғж—¶дҪҝз”ЁжҺЁзҗғжңәеҒҡжҺЁеҠӣе®һйӘҢпјҢжҺЁзҗғеҠӣиҮіе°‘16gд»ҘдёҠпјҢйҮ‘зәҝеңЁpadдёҠж®Ӣз•ҷйҮҸвүҘ60%пјҢдёҚж»Ўи¶іжӯӨи§„ж јдёәжҺЁзҗғдёҚиүҜгҖӮ
жқҘжәҗпјҡеҚҠеҜјдҪ“е°ҒиЈ…е·ҘзЁӢеёҲд№Ӣ家
зІҫйҖүз•ҷиЁҖ

жӮҹз©ә
жқҘиҮӘе№ҝдёң
2
ж¶ЁзҹҘиҜҶдәҶ



Calm
жқҘиҮӘйҮҚеәҶ
иҝҷдёӘжү“зәҝпјҢжҖ•дёҚжҳҜйҮ‘зәҝеҗ§пјҢжҺЁеҠӣ16gпјҢж®ӢйҮ‘60%пјҢеҒҡзҡ„еҲ°пјҹ

жқҺеқҡВІвҒ°ВІВі
жқҘиҮӘдёҠжө·
иҝҷдёӘжҳҜжү“зәҝ规иҢғд»Ӣз»ҚпјҢйҮ‘зәҝз”ҹдә§е·ҘиүәжҳҜжңәеҠ е·Ҙзҡ„еҗ§пјҹ
1жқЎеӣһеӨҚ

HвӮӮO
жқҘиҮӘж№–еҢ—

иөөе·Ҙ
13488683602
zhaojh@kw.beijing.gov.cn
ж¬ўиҝҺеҗ„е…¬дј—еҸ·пјҢеӘ’дҪ“иҪ¬иҪҪпјҢз”іиҜ·еҠ зҷҪеҗҚеҚ•з§’йҖҡиҝҮ
жҠ•зЁҝ/жҺЁе№ҝ/еҗҲдҪң/е…ҘзҫӨ/иөһеҠ©/иҪ¬еҸ‘ иҜ·еҠ еҫ®дҝЎ13488683602